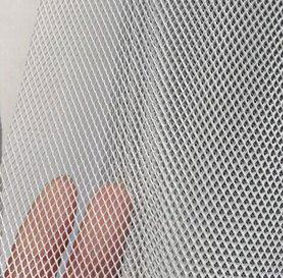
在冲床上,利用冲床的特性,在冲床滑块的上止点四周完成预冲孔,到冲床滑块的下止点完成翻边,压料是用弹簧来实现的,到滑块的下止点弹簧压力最大,冲床可承载的压力也最大。将不锈钢
多孔板翻边在一道工序内完成,这样可以避免泛起翻边孔破孔的现象,其工作过程是,凸模先冲预冲孔,凸模继承进给一小段,然后完成翻边。
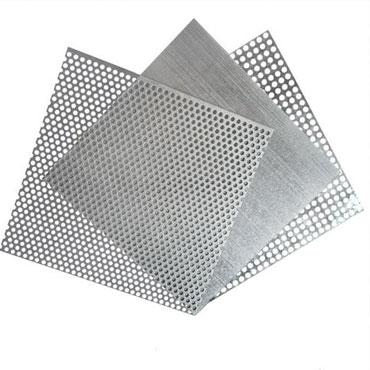
为了进步产品质量,进步出产效率,必须对产品出产工艺进行改进,知足出产需求。同时,攻牙加工是手工操纵的,工人的劳动强度大,出产效率低,并且攻牙的质量不不乱,这也是产品质量不不乱的重要根源。某家电零件的底板出产中需要多道工序才能完成成形加工,在首次出产工艺中,将不锈钢多孔板翻边分两道工序,又有7个M3mm和4个月M4mm内螺纹孔,冲孔翻边后需要攻牙加工,加工工作量大,产品质量不不乱。它在液压机床上加工是最理想的,在冲床上也能完成冲孔翻边。该零件质量的优劣,直接影响到整机质量的优劣。在出产过程中,零件的翻边孔质量差,11个翻边孔中常有翻边后不完整的孔产生,造成零件分歧格而且孔翻边后需要攻牙加工,当翻边孔不完整时,螺丝孔的牙也不完整。